



بیرینگ چیست؟
گروه بازرگانی و صنعتی skf پخش مفتخر است، طی سال ها فعالیت متمادی و به دست آوردن تجربه های ارزشمند در زمینه عرضه انواع بلبرینگ، رولبرینگ، یاتاقان های صنعتی و حرارتی، نیدل سوزنی، انواع روانکار ها روغن و گریس صنعتی، همچنین قطعات و تجهیزات مورد نیاز پروژه های صنعتی و همکاری با بزرگترین کمپانی های اقتصادی و صنعتی کشور را در کارنامه کاری خود جای داده است.
این مجموعه با به کارگیری تمام توان علمی خود و پرسنل متخصص فامکو، تلاش نموده است گامی بلند در جهت ترقی و پیشرفت صنایع مربوط به انواع بلبرینگ ها و رولبرینگ ها داشته است. مدیران ارشد این شرکت با تلاش مضاعف و پشتکار بسیار زیاد سعی بر آن دارند تا خدمتی شایسته به صنعتگران ایرانی ارائه نمایند و باعث سربلندی کشور باشند.
مدیریت این مجموعه با طراحی این وبسایت تلاش نموده است تا اطلاعات کامل و جامع در خصوص انواع بلبرینگ به کاربران ارائه کند. همچنین از این طریق بتواند یک پل ارتباطی قوی را میان خود و متقاضیان گرامی جهت خرید انواع بلبرینگ داشته باشد.

نحوه تعمیرات و نگهداری بیرینگ ها
روانکاری و نگهداری بلبرینگ ها در تجهیزات صنعتیدر نظر داشته باشید بلبرینگ ها در هر قطعه صنعتی که به کارگیری می شوند، نیاز به روانکاری دارند و این کار جهت ایجاد گردش روغن بین سطوح تمامی قطعات الزامی می باشد.
عدم روانکاری ( روغنکاری، گریسکاری ) باعث می شود قطعه ای که بلبرینگ در آن نصب شده، بسیار زود دچار فرسایش شده و راندمان کاری آن پایین بیاید، در نهایت این کار باعث بالا رفتن هزینه های جانبی و تعمیر بلبرینگ و دستگاه خواهد شد. برای اینکه پدیده خوردگی در بلبرینگ در سطح پایین قرار داشته باشد، باید روانکاری بصورت بهترین شکل انجام شود.
تحقیقات انجام شده نشان می دهد ۸۰ الی ۹۰ درصد خرابی و فرسایش بلبرینگ به دلیل عدم تعویض روغن در زمان مشخص شده، آلوده بودن روغن یا مسدود بودن و گرفتگی سوراخ های سیستم روانکاری می باشد.
سیستم های روانکاری باید به شکلی طراحی شوند که بلبرینگ ها بدون نقص روغن کاری شده و بتوانند وظیفه خود را به درستی انجام دهند. طراحی سیسستم های روانکاری بلبرینگ ها نیازمند شرایط مختص به خود هستند از جمله دمای محیط کار، سرعت دورانی دستگاه، بار وارد شده به بلبرینگ و گرانوی مورد استفاده.

مزایا و معایب روانکاری با گریس
- از بلبرینگ در مقابل خوردگی و سایش حفاظت می کند.
- گریس باعث می شود آب بندی به صورت بسیار خوبی انجام شده و روغن ریزی وجود نداشته باشد.
- مراقبت و نگهداری آسانتر بلبرینگ ها از نظر روانکاری و مورد تایید بودن روانکاری.
نوع کاسه نمد در گیربکس بسیار ساده تر از نمونه های دیگر است.
یکی از شاخصترین معایب گریس این است که نمی توان گریس را در دمای بسیار بالا یا پایین استفاده نمود و هنگامی که بار وارده سنگین باشد، مصرف گریس نامناسب است.
نوع کاسه نمد در گیربکس بسیار ساده تر از نمونه های دیگر است.

قصد خرید بلبرینگ و رولرینگ skf با ضمانت اصالت کالا را دارید؟ حتما لینک را دنبال نمایید

خواص گریس
۱_ دارای غلظت مناسبی است.
۲_ سطح ویسکوزیته و لزج بودن آن مناسب می باشد.
۳_ مقاوم در برابر سایش و خوردگی.
۴_ویژگی سیالیت آن مناسب است.
۵_ بطور معمول دارای سازگاری خوبی است.
۶_ قادر است دمای بالا را تحمل کند.

مزایای روانکاری با روغن در مقایسه با گریس
- در سرعت ها و دماهای بالا انتقال حرارت در روغن بسیار مناسب تر است.
- زمانی که سرعت پایین بوده و و بارها نیز سنگین باشند، روغن به خوبی می تواند در سطح ساچمه های بلبرینگ نفوذ کند که این عمل بسیار ساده تر از نفوذ گریس می باشد.
- مدت زمان تعویض روغن نسبت به گریس بیشتر است.
- عوض نمودن روغن بسیار سهل و آسانتر از گریس می باشد.

به دنبال استعلام قیمت بلبرینگ کویو هستید در ابتدا مقاله را دنبال و پس از آن با کارشناسان ما تماس بگیرید تا راهنمایی های لازمه را دریافت نمایید

انواع روش های روغن کاری برینگ
1)حمام روغن
حمام روغن بیشتر برای سرعت های خطی تا زیر ۱۵ متر بر ثانیه استفاده می شود. در این روش باید نمایشگر یا لوله روغن تا جایی باشد که قسمتی از بلبرینگ در درون روغن قرار بگیرد و از روانکاری بلبرینگ ها مطمئن باشیم، زیرا این موضوع باعث می شود تا بلبرینگ بتواند در اصطکاک های بالا دوام بیاورد.
هنگامی که از سیستم روغن کاری استفاده می نماییم، طراحی بدنه پوسته باید به شکلی باشد که با به وجود آوردن راه ها و سوراخ های پشت بیرینگ باعث شود تمامی این قسمت ها به خوبی روغن کاری شود و مازاد روغن بتواند از سوراخ تخلیه به آسانی خارج شود.
2)گردش اجباری روغن
در روش حمام روغن، روغن کافی در گیربکس هایی که به شکل عمود نصب شدهاند به بیرینگ های بالا نرسیده و نیاز است به صورت همزمان از گریس کاری نیز استفاده شود. در روش حمام روغن نسبت به روش روغن کاری اجباری، حجم روغن بیشتری مورد استفاده قرار می گیرد.
در روش گردش اجباری روغن، روغن مورد استفاده همواره تمیز و بدون آلودگی می ماند، زیرا فیلتر هایی که وجود دارد رسوبات و آلودگی روغن را جذب می کند.
برای اینکه از مسدود شدن سوراخ های نازل پاشش روغن جلوگیری شود، باید این سوراخ ها حداقل ۵ میلیمتر باشند.
در بلبرینگ هایی که سرعت آنها بالا است تلاطم روغن ایجاد می شود و این امر باعث میشود تا برگشت روغن ایجاد شود، در نتیجه باید جهت دوران دنده ها به شکلی باشد که باعث جدا شدن روغن نشود. بنابراین برای ایجاد نشدن این مشکل باید در پوسته گیربکس و بر روی سطح بیرینگ های خارجی، سوراخ هایی تعبیه شود تا روانکاری به آسانی انجام شود.
۳) جت روغن
درگیربکس هایی که سرعت آنها بسیار زیاد است، از روش OiI Jet Lubrication استفاده می شود، در این حالت روغن روانکاری از درون سوراخ های رینگ بیرونی به طرف قفسه و ساچمه ها تزریق خواهد شد.
روغن باید قادر باشد با سرعت بالا تزریق شود و روغن دفع شده باید بتواند از میان دو بلبرینگ خارج شود، در نهایت به این شکل حرارت بدون تلفات بالا انتقال پیدا می کند.

به دنبال استعلام قیمت بلبرینگ ناچی هستید در ابتدا مقاله را دنبال و پس از آن با کارشناسان ما تماس بگیرید تا راهنمایی های لازمه را دریافت نمایید

انواع روش های پایش وضعیت بلبرینگ ها
پایش روانکاری
پایش بار:
در برخی از اوقات از توان مصرف شده میتوان بار وارد شده به بلبرینگ ها را محاسبه کرد، ولی این توان برای بار وارد بر بلبرینگ مناسب نیست. دقیق ترین اطلاعات به وسیله اندازه گیری گشتاور و اندازه تنش های وارد شده بر ریشه چرخ دنده ها محاسبه می شود.
اندازه بار وارد شده بیرینگ را در مناسب ترین شکل می توان به وسیله گیج محاسبه نمود و به دست آورد، ولی این روش بسیار گران قیمت است و به طور معمول از این روش در طرح های جدید برای آنالیز نیرو استفاده می شود.
پایش دما:
اولین نشانه ها هنگامی که بلبرینگ آسیب دیده باشد در اثر دمای بالا بروز میکند، بهخصوص اگر سرعت هم پایین و کم باشد، در نتیجه اندازه گیری دمای بلبرینگ ها فقط در روش پایش و رصد دما امکان پذیر است. روش مناسب برای این کار اندازه گیری به شکل مستقیم به وسیله تعبیه سنسور دما در قسمت رینگ خارجی می باشد.
در نظر داشته باشید جهت پایش ویسکوزیته روغن، دمای بیرینگ ها را اندازه برداری نمایید، چرا که یک امر بسیار مهم در نگهداری بیرینگ ها شمار می آید.
پایش سایش:
بلبرینگ ها تنها در شرایطی عملکرد مناسب و خوب و بدون سایش را خواهند داشت که ضخامت فیلم روغن، مناسب و میان ساچمه ها و رینگ های خارجی و داخلی تشکیل شده باشد.
هنگامی که یک نقطه کوچک فولادی میانه ساچمه ها مشاهده شود نشانگر آن است که رینگی در حال خراب شدن می باشد، در نتیجه توصیه می شود که گیربکس از نظر منبع تولید سایش مورد بررسی دقیق قرار بگیرد و جهت جلوگیری از فرسایش یا آسیب بیشتر اقدامات لازم انجام شود.
هنگامی که آنالیز روی این قطعات انجام شود، به ما کمک می کند از سایش دنده ها و کاسه نمد و سایر قطعات جلوگیری کنیم.
پایش ارتعاشات:
به طور کلی هنگامی که بلبرینگ ها در حال کار هستند از خود سر و صدای بسیار جزئی تولید میکنند که این سر و صدا توسط گوش و به وسیله یک دستگاه ارتعاش سنج میتواند ردیابی شود. از آنجایی که انسان ها در تشخیص طیف های فرکانس دچار خطا می شوند، روش پایش ارتعاشات یکی از راه های مطمئن در پایش و عیب یابی می باشد.
در نظر داشته باشید استفاده صحیح از این روش میتواند هزینه های تعمیرات و نگهداری بلبرینگ ها را به شکل چشمگیری کاهش بدهد.

به دنبال استعلام قیمت بلبرینگ skf هستید در ابتدا مقاله را دنبال و پس از آن با کارشناسان ما تماس بگیرید تا راهنمایی های لازمه را دریافت نمایید

توصیه های مناسب جهت جا زدن بیرینگ ها
برای اینکه بتوانیم از ظرفیت باری بیرینگ ها به طور مناسب استفاده کنیم، باید قطعات با تلرانس مناسب جا زده شود و تداخلی میان آنها بروز نکند و لقی ساچمه ها از استاندارد لازم کمتر نشود.
در صورتی که شما تمام مراحل را به خوبی رعایت کنید و قطعه به صورت دقیق نصب شود، خوردگی و سایش ایجاد نخواهد شد و تحت این شرایط بلبرینگ نیروی محوری مجاز را نیز می تواند تحمل کند.
تلرانس های منطبق توصیه شده توسط کمپانی SKF برای انواع مختلف بلبرینگ ها جهت قطرهای مختلف بر روی شفت ها و تلرانس های هوزینگ، پوسته گیربکس، به ترتیب در کاتالوگ ارائه شده توسط این کمپانی ارائه گردیده است.
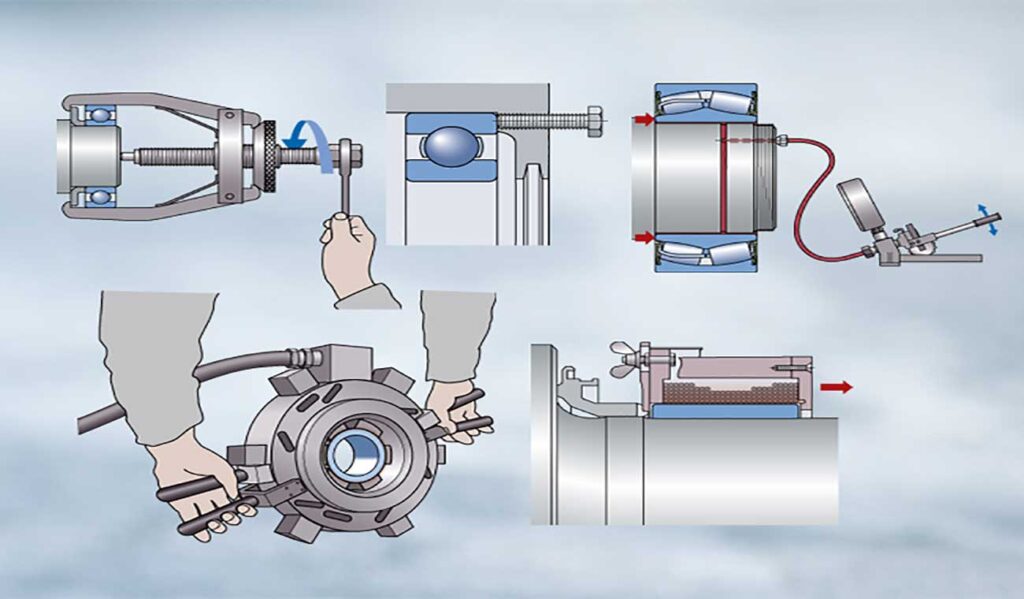
نکات مهم در رابطه با مونتاژ و دمونتاژ بیرینگ ها
تمیزبودن و عاری از هرگونه آلودگی در هنگام مونتاژ جهت جلوگیری نمودن از وورود آلاینده ها به درون اجزا ( رینگ داخلی و خارجی ) قفسه و ساچمه های بیرینگ الزامی است، در نتیجه برای حاصل شدن این امر نیاز است فضای محیط کار شامل و ملزوماتی چون میزکار، هیترالقائی و تمامی ابزارآلات مورد استفاده تمیز و بدور از هرگونه آلودگی باشند.
قبل از اینکه شروع به مونتاژ نمایید تمامی تلرانس ها روی شافت ها و سوراخ ها به طور دقیق اندازه گیری شود و در صورتی که مقادیر تلرانس بیش ازحد لازم باشد، باید ابتدا نسبت آن اصلاح شود و در صورت نیاز مجدد قطعات سنگ زنی شوند.
تلاش کنید از هیتر القائی برای جا زدن و انبساط بیرینگ ها استفاده کنید یا در صورتی که تجهیزاتی دارید که امکان سرد نمودن قطعات را برای شما فراهم میکند از آن تجهیزات هم بهره بگیرید. سعی کنید از ضربه زدن چکش یا پرس اجتناب کنید، برای مونتاژ بیرینگ ها و چرخ دنده ها از روی شافت ها از ابزار مخصوص این کار استفاده نمایید.
در زمان دمونتاژ قطعات به وسیله پرس مطمئن شوید که نیروهای اعمال شده بطور مستقیم بر روی رولرها و قفسه های بیرینگ فشاری وارد نکنند.
هنگامی که از بلبرینگ های مخروطی استفاده می کنید، به مقادیر تلرانس محوری که در کاتالوگ شرکت skf ذکر شده دقت کنید، در صورتی که در این بیرینگ ها این تلرانس ها رعایت نشود، امکان دارد بیرینگ در گرمای زیاد قفل شده و کارایی نداشته باشد.

نکات مهم در تنظیم بیرینگ های مخروطی
در ابتدا نیاز است لقی صفر برای محوری که بر روی آن ۲ عدد بیرینگ مخروطی طراحی شده، مشخص شود. در نظر داشته باشید که این موضوع هنگامی که محور به شکل افقی مونتاژ می شود کمی دشوار است. به طور معمول به دلیل مخروطی بودن رینگ خارجی و وزن مجموعه، اندکی تنظیم با مشکل روبرو می شود، بنابراین می توانید از راه های ذکر شده استفاده کنید.
- رینگ داخلی را بر روی شفت سوار کنید.
- سپس رینگ خارجی را روی رینگ داخلی نصب کنید.
- وضعیت استقرار بیرینگ بر روی هوزینگ پوسته را مشخص کنید.
- درپوش پوسته را به شکلی تراشکاری یا تنظیم کنید که لقی محوری s در آن بوجود بیاید.
- در آخر درپوش را بوسیله پیچ ثابت کنید، اگر همه کارها بطور دقیق و درست انجام شده باشد این محور باید به وسیله حرکت دست به راحتی دوران نماید.
تنظیم سایر بلبرینگ ها به خاطر یکپارچه بودن اجزاء آنها بسیار ساده تر است و تلرانس محوری در داخل ساختار و ساختمان بیرینگ تامین شده است.
طبق تجربه های به دست آمده نیاز است بعد از تعویض بلبرینگ یا هر چرخ دنده در گیربکس صنعتی، پس از نصب و راه اندازی نیاز دارد که دمای تکیه گاه و بیرینگ ها در اولین ساعات شروع به کار گیربکس هر ۵ دقیقه اندازه گیری و ثبت شود. در صورتی که در تکیه گاه افزایش دمای بیش از حد لازم مشاهده شود، می بایست نسبت به مونتاژ دوباره آن اقدامات اصلاحی مناسب انجام شده و بالاتون گذاری مناسب انجام شود.
نحوه آرایش و مونتاژ بیرینگ های مخروطی به دو روش انجام می شود:
- روش روبرویا face to face
- روش پشت به پشت یا Back to Back

دلایل خرابی بیرینگ ها
۱-قطعات آلوده
۲- گردوغبار
۳- درزگیری نامناسب
۴- روانسازهای آلوده و کثیف
۵- خرده فلزهای سایر قطعات که همراه روانسازها به بیرینگ انتقال پیدا می کنند.
۶- خوردگی و سایش
در بیرینگ های غلتشی ممکن است خوردگی به شکل های گوناگون و دلایل مختلف رخ بدهد، خرابی ناشی از سایش با سر و صدای بیرینگ ها هنگام کار نمایان می شود و زنگ زدگی حاصل از خوردگی توسط اجزای بیرینگ ساییده میشوند و باعث خوردگی سطح بیرینگ خواهد شد.

علل خوردگی بیرینگ
– آببندی نامناسب در مقابل رطوبت و بخار آب.
– روانسازهایی که در آنها اسید وجود دارد.
– فضای نامناسب انباری که بیرینگ ها در آن نگهداری می شوند.
– عبور جریان الکتریسته، عبور مداوم جریان الکتریسیته از بیرینگ ها باعث ایجاد خراش های قهوهای رنگ موازی با محور در تمام محیط غلتک و سایر اجزای غلتشی بیرینگ ها خواهد شد.
روانسازی ناقص
روانسازی ناقص به دلیل تهیه ناکافی و کم روانسازها یا استفاده از روانسازهای بی کیفیت ایجاد خواهد شد. اگر لایه روغن کافی میان سطوح بیرینگ ها تامین نشود، حرکت لغزشی یا سایشی به وجود می آید که باعث تشکیل حفره های ریز و پوسته پوسته شدن سطح غلتک های بلبرینگ می شود.
در هنگامی که عمل روانسازی بیش از حد مجاز و نیاز شکل گیرد، روانساز به دلیل حرکات شدید بیرینگ گرم شده و خاصیت خود را از دست می دهد و باعث خرابی شدید در رینگ ها می شود. باید از نگه داشتن روانساز ها در برینگ به خصوص در سرعتهای بسیار بالا پرهیز کنید.